会社案内ダウンロード
スプリング自動供給・排出装置
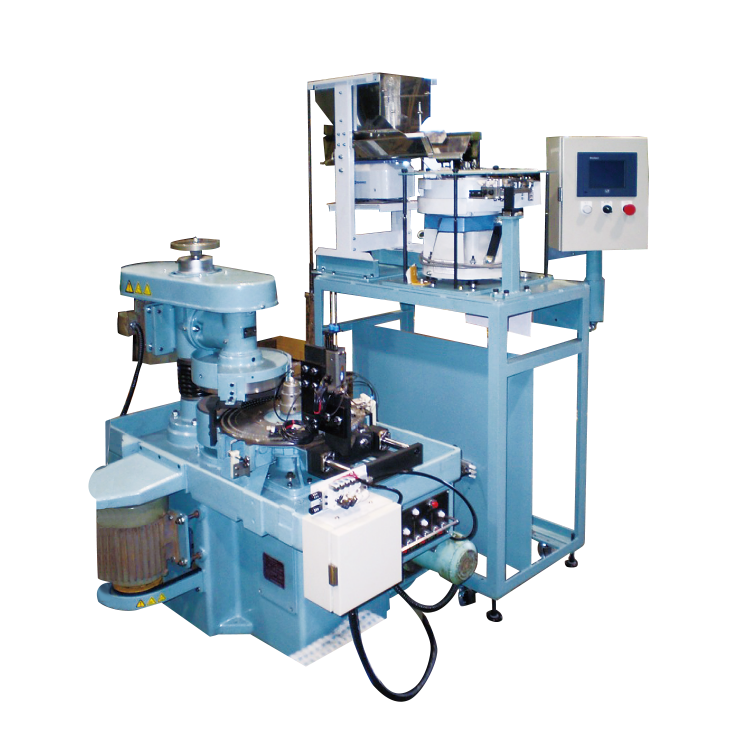
自動供給装置を併設したNewVP-S型研削機
新型 自動供給装置 + NewVP-S型研削機
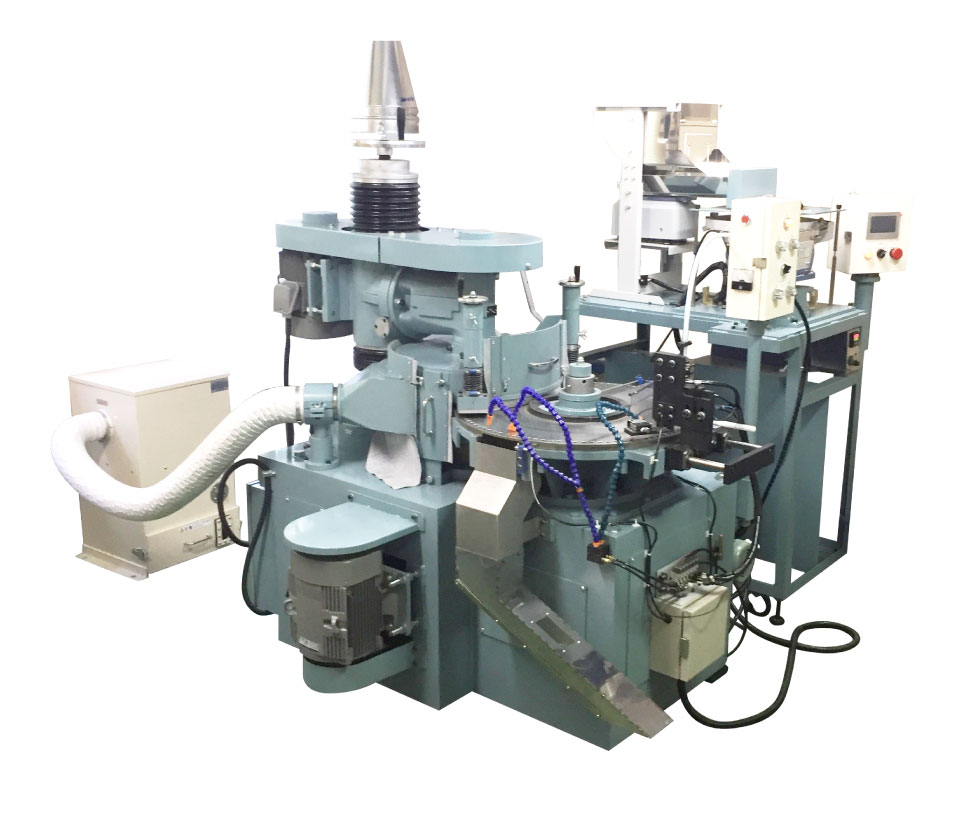
自動供給装置 + NewVP-S型研削機

NewVP型スプリング研削機と自動供給可能なスプリング
| 機種・型式 | S型 | D型 | |||
|---|---|---|---|---|---|
| NewVP2/20 | NewVP4/40 | NewVP4/40 | NewVP6/60 | ||
| 加工スプリングの線径 | mm | 0.3〜1.0 | 0.6〜2.3 | 1.8〜4 | 2.3〜5 |
| 加工スプリングの外径 | mm | 2〜12 | 5〜28 | 12〜45 | 18〜55 |
| 加工スプリングの自由高さ | mm | 3〜25 | 6〜38 | 14〜55 | 22〜65 |
| 生産能力 Hr | 単列孔 | 2,500〜700 | 3,600〜500 | 3,000〜350 | 2,000〜300 |
| 複列孔 | 5,000〜2,000 | 4,800〜1,500 | 6,200〜1,100 | 4,000〜600 | |
| 備考 | SWP材 | 外径/線径≒6〜12程度 自由高さ/外径≒1.2以上 総巻数≒4以上 | |||
※註 上表の仕様範囲外の加工スプリングの場合はお問い合わせください。
自動供給の基本例(単列孔)

NewVP用の自動供給装置の各部説明
ホッパー
加工スプリングを貯蔵し必要に応じてボールフィーダーに補給を行います。
配分台
配分台は加工スプリングを通過させるチューブを内蔵しシャッターを備えています。研削機のテーブル回転の同調信号によったシャッターの開閉で加工スプリングを供給します。供給エラーが発生したときは配分台のセイフティードアーを開いて処理できます。
ボールフィーダー
バイブレーションにより加工スプリングを整列させ、トンネルブロックを通してシュートに送出します。からみやもつれのある加工スプリングは内蔵した分離ユニットで相当程度まで処理が可能です。
収納ボックス
収納ボックスは密閉型で、研削完了のスプリング以外の異物混入を防ぐよう配慮してあります。
シュート
トンネルブロックより送られた加工スプリングを配分台に導送するのがシュートで、その途中にシャッターを有しシュート内に過量の加工スプリングの導入を防止します。
その他要点
供給機種の動作は空圧を用いており、湿度の多い圧縮空気は諸動作の支障の原因となるのでエアードライヤーを設けてあります。 供給各部の制御はシーケンサーで行っています。供給動作中に異常が生じた場合は、自動的に異常箇所を表示するランプと警報が点灯し供給動作は停止します。